
ООО Гуандун Сяовэй Нью Энерджи Технолоджи
Индустриальный парк Таймин, район Хуэйян, провинция Гуандун (150 метров к югу от Лижэнь-роуд)
ООО Гуандун Сяовэй Нью Энерджи Технолоджи
Индустриальный парк Таймин, район Хуэйян, провинция Гуандун (150 метров к югу от Лижэнь-роуд)















Данная намоточная машина применяется для производства цилиндрических элементов литий-ионных батарей и является одним из ключевых компонентов оборудования для производства батарей. Общий technological процесс работы выглядит следующим образом: после активного разматывания положительные и отрицательные электродные листы, а также диафрагмы, изготовленные механизмом для изготовления пленок, проходят через операции контроля натяжения, уборки пыли, технологической коррекции, удаления железа, удаления статического электричества с диафрагмы, мониторинга качества и других операций, а затем, под руководством направляющего колеса и механизма для направления электродного листа, попадают в секцию намотки. После завершения процесса намотки produkции робот извлекает элемент батареи для проверки на короткое замыкание, а затем он передается на платформу сбора конвейерной ленточкой после фотоэлектронного подсчета. Если во время процесса производства обнаруживаются дефектные изделия,
Требования к материалу:
1.Положительные и отрицательные: допуск на ширину резки: в пределах 0,1 мм.
2.Отклонение ширины покрытия: Толщина: в пределах 3%.
3.Форма волны, изгиб, коробление:
1.Отсутствие формы волны (относится к дефектам торцевой поверхности);
2.Коробление (после резки отрезанная часть полюсного наконечника скручивается);
3.Ошибка серпантина: ошибка серпантина единичной длины полюсного наконечника составляет менее 0,3 мм/1 м.
4.Соединение ленты должно использовать красную или зеленую ленту с очевидными цветами для облегчения обнаружения и выпускать один рулон на катушке
5..Конечная отметка: используется как сигнал для исходной катушки и непокрытой части материала
Длина клеммы превышает 1 м.
| Справочные размеры материала: | |
| Диапазон ширины электродной части (без выступа) | 9-80 мм |
| Выведенная длина выступа | 8-25 мм |
| Длина единицы электродной части | 150- 1500 мм |
| Диаметр размотки электродной части | φ400 мм |
| Диаметр иглы | 1,8-6 мм (впервые оснащен иглой диаметром 3 мм) |
| Диаметр размотки сепаратора | φ300 мм |
| Диапазон ширины сепаратора | 10-75 мм |
| Диаметр намотки | φ6 мм-φ20 мм |
| Внутренний диаметр разматываемого сердечника | φ76,2 мм |
| Концевая лента | Заводка батареи на половину цикла на цикл и половину |
| Ширина концевой ленты | 20-60 мм |
| Внутренний диаметр намоточного сердечника концевой ленты | 76,2 мм |
Технические параметры оборудования:
Заусенец резки электродной детали: Поперечный заусенец резки составляет менее 30 мкм. Продольный заусенец резки составляет менее 15 мкм;
Выравнивание ячеек Положительная/отрицательная пластина: ≤± 0,5;
Отрицательная пластина/диафрагма: ≤± 0,5;
Отрицательная пластина/диафрагма: ≤± 0,5;
Диаметр рулета с желе: ≤± 0,20 мм;
Процент прохождения: ≥ 99,0%;
Отношение количества годных изделий к общему количеству продукции (устранение дефектов, вызванных не связанными с оборудованием причинами);
Процент работы: ≥ 95% Отношение фактического количества продукции к теоретическому количеству продукции (исключая простои, вызванные не связанными с оборудованием причинами);
Производительность: (φ 10) 5-12 частей на миллион / длина электрода 250 мм;
Рабочее натяжение положительных и отрицательных пластин: 20 Н, регулируемое (можно задать вручную и непосредственно на сенсорном экране);
Рабочее натяжение диафрагмы: 18 Н, регулируемое (можно задать вручную и непосредственно на сенсорном экране).
Инструкции по установке и настройке оборудования:
Давление подачи воздуха: 0,5 МПа. Потребляемый расход воздуха: 100 л/мин;
Питание: Трехфазное 380 В, 50 Гц;
Мощность: 10 кВт;
Вес: 2000 кг;
Температура окружающей среды: от – 40 ° С до + 45 ° С;
Относительная влажность: ≥ 60%;
Общие размеры: Длина 2800 мм * Высота 1700 мм * Ширина 1350 мм;
Цвет покраски: В соответствии с требованиями заказчика.

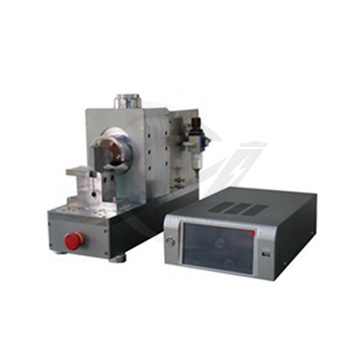
Машина для намотки аккумуляторов применяется для точной намотки цилиндрических литиевых аккумуляторов на производственной линии. Артикул: XW-F-JRL; Срок изготовления и поставки: 15 дней; Примечание: Фабрика XIAOWEI поддерживает изготовление под заказ (OEM).

Мы поставляем порошок LiFePO₄ (LFP) — материал для катода литий-ионных батарей. Модель: XW-LFP; Применение: Используется в различных материалах для катодов литий-ионных батарей; Происхождение товара: Китай; Примечание: Фабрика XIAOWEI предлагает услуги по OEM.

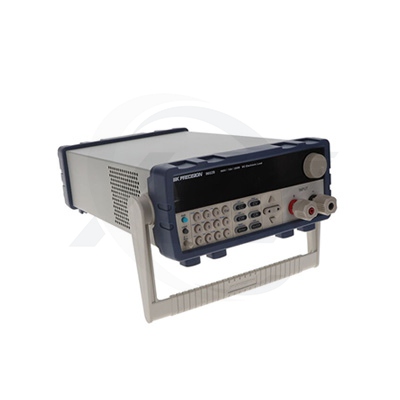
Тестер монетных батареек XW-CT-4008-5V10mA-164 XW-CT-4008-5V10mA-164 — это восьмиканальный анализатор батарей для анализа маленьких монетных батареек с диапазоном тока 0–10 мА и напряжения 0–5 В. Артикул: XW-CT-4008-5V10mA-1; Срок изготовления и поставки: 15 дней; Примечание: Фабрика XIAOWEI поддерживает изготовление под заказ (OEM).

Основные области применения: керамика, металлургия, электроника, стекло, химикаты, машиностроение, огнеупорные материалы, специальные материалы, строительные материалы, университеты, научно-исследовательские институты, промышленные и горнодобывающие предприятия для проведения обжига порошков, спекания керамики, высокотемпературных экспериментов, Артикул: XW-G1200-250; Назначение: Основные области применения: керамика, металлургия, электроника, стекло, химикаты, машиностроение, огнеупорные материалы, специальные материалы, строительные материалы, университеты, научно-исследовательские институты, промышленные и горнодобывающие предприятия для проведения обжига порошков, спекания керамики, высокотемпературных экспериментов; Место производства продукта: Китай; Срок изготовления и поставки: 15 дней; Примечание: Фабрика XIAOWEI поддерживает изготовление под заказ (OEM).

Высокотемпературная высокодавлениевая печь с двумя температуральными зонами на 1100 градусов Цельсия. Артикул: XW-DSP-1100℃-HP; Назначение: Высокотемпературная высокодавлениевая печь с двумя температуральными зонами на 1100 градусов Цельсия; Место производства продукта: Китай; Срок изготовления и поставки: 15 дней; Примечание: Фабрика XIAOWEI поддерживает изготовление под заказ (OEM).

Ручная тепловая таблеточная пресс-машина, температура нагрева пресс – формы может достигать до 500℃. Артикул: XW-PC-600E/EG(500℃); Срок изготовления и поставки: 15 дней; Примечание: Фабрика XIAOWEI поддерживает изготовление под заказ (OEM).

Это устройство – это высокотехнологичный продукт, отвечающий требованиям современных научных исследований и технологий. Лабораторное оборудование можно разместить внутри этого устройства, и оно также предоставляет услуги по единичной очистке для предприятий. Артикул: XW-XY120-SPR; Назначение: Это устройство – это высокотехнологичный продукт, отвечающий требованиям современных научных исследований и технологий. Лабораторное оборудование можно разместить внутри этого устройства, и оно также предоставляет услуги по единичной очистке для предприятий; Минимальный заказ (MOQ): 1 комплект; Способы оплаты: Банковский перевод (T/T), Western Union, Paypal, Лette of Credit (L/C) и другие способы; Место производства продукта: Китай; Срок изготовления и поставки: 15 дней; Примечание: Фабрика XIAOWEI поддерживает изготовление под заказ (OEM).
Атмосферная камерная печь при 1100℃. Артикул: XW-DSP-GF11; Назначение: Атмосферная камерная печь при 1100℃; Место производства продукта: Китай; Срок изготовления и поставки: 15 дней; Примечание: Фабрика XIAOWEI поддерживает изготовление под заказ (OEM).

XW-EQ-SC-18650 раздельная камера для испытаний предназначена для тестирования аккумуляторов 18650. Ее разборный дизайн позволяет легко и быстро изучать циклическое поведение электродов и структурные изменения в них. Артикул: XW-EQ-SC-18650; Назначение: XW-EQ-SC-18650 раздельная камера для испытаний предназначена для тестирования аккумуляторов 18650. Ее разборный дизайн позволяет легко и быстро изучать циклическое поведение электродов и структурные изменения в них; Срок изготовления и поставки: 15 дней; Примечание: Фабрика XIAOWEI поддерживает изготовление под заказ (OEM).

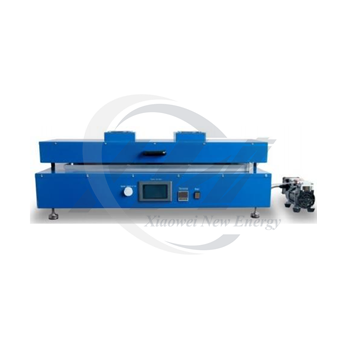
Эта машина для формирования аккумуляторов XW – EF128 – 30K представляет собой энергообратную машину для формирования и сортировки литиевых аккумуляторов. Она применима для призматических элементов аккумулятора. Артикул: XW-EF128-30K; Срок изготовления и поставки: 15 дней; Примечание: Фабрика XIAOWEI поддерживает изготовление под заказ (OEM).

Тестер монетных батарей XW-BST8-5V1mA. XW-BST8-5V1mA — это восьмиканальный анализатор батарей для анализа маленьких монетных элементов с диапазоном тока 0–50 мА и напряжения 0–5 В. Артикул: XW-BST8-5V1mA; Срок изготовления и поставки: 15 дней; Примечание: Фабрика XIAOWEI поддерживает изготовление под заказ (OEM).

Компьютерно управляемая машина для испытаний аккумуляторов на сжатие. Артикул: XW-BE-6045C; Срок изготовления и поставки: 15 дней; Примечание: Фабрика XIAOWEI поддерживает изготовление под заказ (OEM).

Это устройство интегрирует требования большинства клиентов и особенности производства, имеет такие характеристики, как полнота, зрелость, широкое применение и другие. Его можно непосредственно использовать для научных исследований в университетах или для массового производства. Артикул: XW-XY240-SP; Назначение: Это устройство интегрирует требования большинства клиентов и особенности производства, имеет такие характеристики, как полнота, зрелость, широкое применение и другие. Его можно непосредственно использовать для научных исследований в университетах или для массового производства; Минимальный заказ (MOQ): 1 комплект; Способы оплаты: Банковский перевод (T/T), Western Union, Paypal, Лette of Credit (L/C) и другие способы; Место производства продукта: Китай; Срок изготовления и поставки: 15 дней; Примечание: Фабрика XIAOWEI поддерживает изготовление под заказ (OEM).
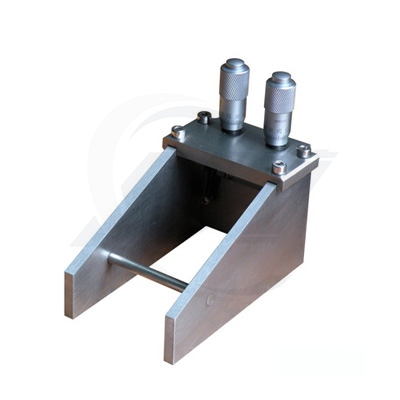
Машина для нанесения пленки XW-VFC-300 в основном используется для нанесения покрытия на электроды литиевых батарей при сборке монетных элементов и исследовании пакетных батарей. Артикул: XW-VFC-300; Назначение: Машина для нанесения пленки XW-VFC-300 в основном используется для нанесения покрытия на электроды литиевых батарей при сборке монетных элементов и исследовании пакетных батарей; Срок изготовления и поставки: 15 дней; Примечание: Фабрика XIAOWEI поддерживает изготовление под заказ (OEM).
Универсальный тестер аккумуляторов ноутбуков на 8 каналов, 15 В / 3 А. Артикул: XW-SMBUS-15V3A; Назначение: Универсальный тестер аккумуляторов ноутбуков на 8 каналов, 15 В / 3 А; Срок изготовления и поставки: 15 дней; Примечание: Фабрика XIAOWEI поддерживает изготовление под заказ (OEM).

Ручная точечная сварка цилиндрических аккумуляторов. Артикул: XW-MBW100; Срок изготовления и поставки: 15 дней; Примечание: Фабрика XIAOWEI поддерживает изготовление под заказ (OEM).














