ООО Гуандун Сяовэй Нью Энерджи Технолоджи
Индустриальный парк Таймин, район Хуэйян, провинция Гуандун (150 метров к югу от Лижэнь-роуд)
ООО Гуандун Сяовэй Нью Энерджи Технолоджи
Индустриальный парк Таймин, район Хуэйян, провинция Гуандун (150 метров к югу от Лижэнь-роуд)

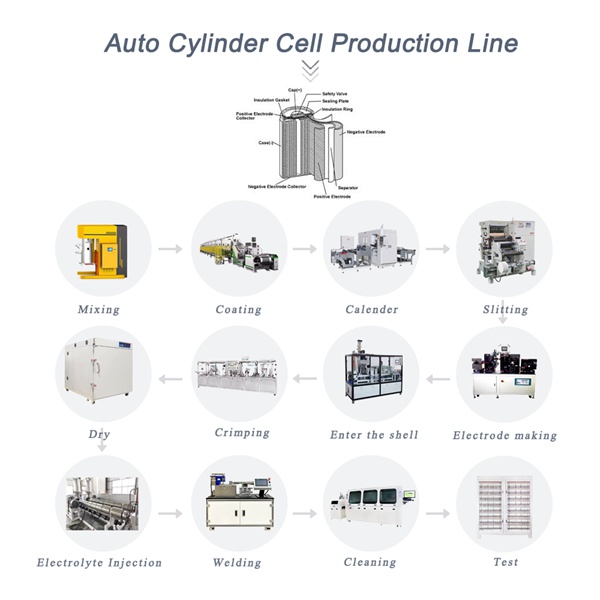
Когда говорят про линии для сборки аккумуляторов, многие сразу представляют себе просто ряд станков, соединённых транспортером. Это, конечно, основа, но если вникнуть — это целая экосистема, где каждая мелочь, от чистоты в зоне дозирования электролита до алгоритма сжатия при формировании ячейки, влияет на итоговую ёмкость и, главное, безопасность батареи. Частая ошибка — гнаться за максимальной скоростью линии, не проработав до конца логистику компонентов внутри неё. Бывало, приезжаешь на объект, а там суперсовременный японский робот-манипулятор простаивает, потому что подача сепараторов организована через весь цех и постоянно возникают задержки. Вот об этих нюансах, которые в каталогах не пишут, и хочется порассуждать.
Планирование. Казалось бы, всё просто: закупил оборудование, расставил по плану, подключил. На практике же первый камень преткновения — это совместимость протоколов. Допустим, взяли отличный ламинатор у одного производителя, а машину для нанесения клея — у другого. И тут выясняется, что их системы управления не ?говорят? друг с другом без кастомного шлюза, на разработку которого уходит месяц и приличный бюджет. Приходится на ходу ставить временные решения, а это — простои. Один наш проект для исследовательского центра в Томске чуть не сорвался из-за такой, казалось бы, мелочи, как разная частота опроса датчиков на участке сушки. Пришлось полностью переписывать часть SCADA.
Ещё момент — инфраструктура. Под линию для сборки литий-ионных аккумуляторов нужна не просто розетка. Нужна стабильная, ?чистая? сеть, чтобы скачки напряжения не сбивали калибровку высокоточных дозаторов. Нужен сухой сжатый воздух — влага в системе может убить процесс нанесения активной массы. И, конечно, климат-контроль. Температурные колебания в цехе — враг номер один для консистенции паст и клеев. Помню, летом на одном из первых наших объектов в Подмосковье из-за жары вязкость электродной пасты ?поплыла?, и пришлось экстренно дорабатывать систему охлаждения подготовительного участка.
Сердце линии — это, безусловно, участок сборки ячейки (stacking или winding). Тут экономия на точности равносильна подписанию приговора для всей партии. Микронные смещения электродов — и ты получаешь повышенный саморазряд или, что хуже, риск внутреннего КЗ. Поэтому на позиционировании и контроле геометрии ?срезать углы? нельзя. Мы всегда настаиваем на использовании высокоразрешающих оптических систем инспекции после каждого этапа. Да, это дорого, но дешевле, чем утилизировать бракованный модуль на 50 кВт*ч.
А вот где иногда можно оптимизировать — так это на участке логистики и загрузки. Не всегда нужны полностью роботизированные решения. Для мелкосерийного или опытно-промышленного производства, как раз для тех же НИИ или стартапов, часто выгоднее использовать полуавтоматические тележки с направляющими или простые подъёмники с сервоприводом. Это снижает капитальные затраты и упрощает переналадку. К примеру, в решениях, которые предлагает ООО Гуандун Сяовэй Нью Энерджи Технолоджи (их портал — xiaoweitop.ru), часто прослеживается именно этот гибкий подход. Они, как компания, с 2014 года работающая с научными и исследовательскими центрами, хорошо понимают, что для инкубации технологий нужна не гигафабрика, а масштабируемый и адаптируемый ?конструктор?. Их комплексные платформы часто строятся по модульному принципу, что позволяет наращивать мощность поэтапно.
Собрали ячейку — это только полдела. Дальше идёт формирование (formation) и тестирование. И вот здесь многие, особенно начинающие производители, пытаются сократить цикл, что является грубейшей ошибкой. Алгоритмы заряда-разряда при формировании — это как рецепт, который закладывает ?память? и стабильность работы аккумулятора. Слишком быстрый заряд может привести к росту дендритов. Недостаточная выдержка при определённом напряжении — к неполной пассивации анода.
Поэтому хорошая линия для сборки обязательно включает в себя не просто стойки с зарядно-разрядными устройствами, а интеллектуальную систему, которая может адаптировать программу формирования под результаты in-line контроля на предыдущих этапах. Если, допустим, датчики зафиксировали чуть большую толщину катодного покрытия на конкретной партии, программа должна это учесть и скорректировать параметры. Без этого ты никогда не получишь стабильно высокий выход годных изделий.
Современная линия — это генератор огромного массива данных. Давление при каландрировании, температура в печи, кривые напряжения при формировании каждой ячейки… Раньше эти данные часто просто архивировались ?на всякий случай?. Сейчас без их анализа в реальном времени о стабильном качестве речи быть не может. Система MES (Manufacturing Execution System) становится не роскошью, а необходимостью.
Но и тут есть нюанс. Готовая MES от крупного вендора — это часто жёсткая и дорогая структура. Для производств, ориентированных на R&D, где рецептуры и процессы постоянно меняются, нужна более гибкая платформа. Идеал — это когда данные со всего оборудования стекаются в единый цифровой ?двойник? процесса. Тогда можно смоделировать, к чему приведёт, например, увеличение скорости намотки на 5%. Именно создание такой безопасной и интеллектуальной платформы, как заявлено в миссии ООО Гуандун Сяовэй Нью Энерджи Технолоджи, и является ключевым трендом. Это позволяет не просто производить, а постоянно исследовать и совершенствовать сам процесс, что критически важно для университетских лабораторий и корпоративных R&D-отделов.
Работа с литий-ионными аккумуляторами — это всегда работа с риском. И безопасность должна быть вшита в линию на аппаратном уровне. Речь не только о датчиках дыма и системах пожаротушения (хотя и они жизненно важны). Речь о мелочах: все инструменты на участке сборки должны быть антистатическими, обязательны системы отсечки подачи компонентов при аварийной остановке, герметичные боксы для операций с электролитом с принудительной вытяжкой.
Одна из самых сложных задач — обеспечить безопасность на участке тестирования и формирования, где ячейки находятся под напряжением. Тут нужна не только электрическая изоляция, но и чёткая логика блокировок, чтобы исключить человеческий фактор. Мы однажды столкнулись с инцидентом, когда оператор по ошибке попытался вручную извлечь ячейку из тестовой ячейки до окончания цикла разряда. Хорошо, что была реализована механическая блокировка люка, которая сработала. После этого мы на всех своих проектах стали дублировать электрические блокировки механическими. Это увеличивает стоимость, но спокойный сон — дороже.
В итоге, возвращаясь к началу, линия для сборки аккумуляторов — это не просто набор машин. Это тщательно сбалансированный технологический комплекс, где успех определяется не самым дорогим роботом, а тем, насколько глубоко продуманы взаимосвязи между всеми его элементами, логистикой, контролем и безопасностью. И для тех, кто находится в начале пути — будь то научный проект или запуск мелкосерийного производства — часто правильнее начинать не с гигантских инвестиций, а с гибкой, масштабируемой системы, которую можно развивать вместе с ростом собственной технологии. Именно такой подход и позволяет превратить лабораторную разработку в жизнеспособный промышленный продукт.