ООО Гуандун Сяовэй Нью Энерджи Технолоджи
Индустриальный парк Таймин, район Хуэйян, провинция Гуандун (150 метров к югу от Лижэнь-роуд)
ООО Гуандун Сяовэй Нью Энерджи Технолоджи
Индустриальный парк Таймин, район Хуэйян, провинция Гуандун (150 метров к югу от Лижэнь-роуд)

Когда слышишь про китайских производителей точечной сварки для 18650, в голове сразу всплывает картинка: бесконечные цеха, дешёвые автоматы, и куча проблем с качеством шва. Знакомо? Я тоже так думал лет десять назад, пока не начал плотно работать с их оборудованием. Оказалось, что реальность куда сложнее и интереснее. Да, есть те, кто штампует низкосортные аппараты для сбора power bank в гаражах, но есть и компании, которые всерьёз заточены под R&D и мелкосерийное, но высокоточное производство. Вот о них, и о том, как не промахнуться с выбором, стоит поговорить.
Раньше многие, особенно в мелких мастерских, пытались соединять банки 18650 обычной пайкой. Казалось бы, проще и доступнее. Но на деле — перегрев элемента, риск повреждения сепаратора, да и прочность соединения оставляла желать лучшего. Переход на точечную сварку литий-ионных аккумуляторов стал не просто трендом, а необходимостью для любого, кто хочет делать что-то надёжное и безопасное. Особенно это критично для сборок, где важен каждый миллиампер-час и где вибрации — обычное дело.
Помню один из первых наших заказов на прототип батареи для портативного инструмента. Заказчик принёс образец, собранный где-то ?на коленке? с пайкой. При тестах на вибростенде контакт отвалился на второй минуте. Именно тогда стало окончательно ясно: без профессионального сварочного оборудования — никуда. Но какое выбрать? Тут и началось погружение в мир китайских поставщиков.
Изначально смотрели на известные бренды вроде Sunstone или японские решения, но цена была запредельной для этапа НИОКР и пробных серий. Взгляд естественным образом сместился на Китай. И здесь открылся целый спектр: от примитивных ручных ?клопов? за пару сотен долларов до сложных полуавтоматических линий с контролем каждого параметра сварки. Разрыв в качестве и подходе — колоссальный.
Главная ошибка — гнаться за самой низкой ценой за ватт или за джоуль. Дешёвый аппарат часто имеет плавающие параметры разряда конденсаторов, слабую систему охлаждения электродов и примитивную управляющую логику. В итоге — нестабильное качество шва: сегодня сварил отлично, завтра — прожог или, наоборот, слабое проплавление. Для аккумуляторов 18650 это смертельно: плохой контакт ведёт к росту сопротивления, локальному перегреву и, в перспективе, к отказу всей сборки.
Поэтому первый критерий — стабильность и контроль. Нужно, чтобы аппарат позволял точно выставлять и, что важнее, поддерживать энергию сварки, силу давления и время импульса. Хороший признак — наличие цифрового контроллера с памятью под несколько режимов. Второе — конструкция пистолета или сварочной головки. Электроды должны быть из правильного сплава (часто медь-бериллий или вольфрам-медь), легко заменяемыми и хорошо охлаждаемыми. На дешёвых моделях электроды перегреваются уже после двадцати-тридцати циклов, и параметры сварки ?плывут?.
Третий момент, о котором часто забывают, — это совместимость с разными материалами соединительных элементов. Никелевая лента — это стандарт, но бывают задачи со стальной или никелированной стальной лентой. Или нужно приваривать к полюсам самой банки, что требует особо точного подбора параметров, чтобы не повредить корпус. Универсальных решений тут нет, и производитель должен давать чёткие рекомендации или возможность тонкой настройки.
В поисках оборудования для нашей лаборатории мы наткнулись на сайт xiaoweitop.ru. Компания ООО Гуандун Сяовэй Нью Энерджи Технолоджи заявлена как предприятие, работающее с 2014 года и ориентированное именно на научные институты и R&D отделы. Это сразу выделило её из массы ?заводов?, которые в основном предлагают оборудование для массового производства. Их фокус на ?безопасную, эффективную и интеллектуальную платформу? для экспериментальных исследований — это не просто слова из описания.
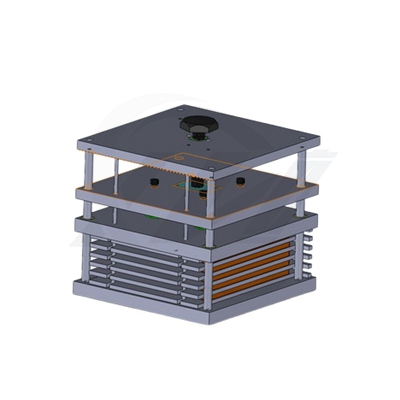
Мы взяли для тестов их полуавтоматическую установку для точечной сварки. Первое, что бросилось в глаза — детальная техническая документация с кривыми сварки для разных комбинаций материалов. Не просто ?ставьте 50 Дж?, а графики, показывающие зависимость прочности среза от энергии и давления для конкретных толщин никелевой ленты. Это говорило об инженерном подходе. Сама машина оказалась довольно гибкой: можно было программировать двойные импульсы, что полезно для сварки через изоляционные прокладки или для работы с тонкими корпусами банок.
Был и негативный опыт, куда без него. В одном из первых заказов мы запросили конфигурацию с очень узкими электродами для работы в стеснённых условиях сборки. Прислали стандартные. Пришлось долго уточнять по email, чертить схемы, в итоге они изготовили нужную оснастку, но сроки сдвинулись недели на две. Вывод: даже с технически подкованным поставщиком все нюансы нужно прописывать максимально детально и заранее. Их сильная сторона — это именно готовые, отработанные решения для типовых задач R&D. Нестандартные запросы требуют времени и терпения.
Даже с хорошим аппаратом можно получить брак, если не уделять внимание мелочам. Например, подготовка поверхности. Казалось бы, никелевая лента блестит, всё чисто. Но мельчайшие следы окисла, жира или пыли резко увеличивают переходное сопротивление. Мы в лаборатории завели правило: очистка ленты спиртом и лёгкая зачистка контактной площадки на банке прямо перед сваркой. Это снизило разброс в сопротивлении соединений на 15-20%.
Ещё один момент — состояние самих аккумуляторов. Если банка старая или была в использовании, её полюс может быть слегка окислен или загрязнён. Сварка проходит, но контакт получается хуже. Иногда помогает предварительный ?проявляющий? импульс малой энергии, который очищает поверхность. Но это уже высший пилотаж, и не каждый контроллер такое позволяет. В серийном производстве с этим борются жёстким входным контролем элементов, а в условиях лаборатории или мелкосерийного производства нужно быть к этому готовым и иметь запас по настройкам аппарата.
Охлаждение. При активной работе, даже сварке по 2-3 точки на банку, электроды и трансформатор (или конденсаторный блок) греются. Перегрев ведёт к дрейфу параметров. Хорошие производители, включая Сяовэй Нью Энерджи, ставят активное воздушное или даже водяное охлаждение на пистолет. На это стоит обращать внимание при выборе. Если в спецификации про охлаждение ни слова, а планируется работа с партиями больше сотни банок в день — будут проблемы.
Сейчас тренд — даже в оборудовании для исследований и мелких серий — смещается к большей ?интеллектуализации?. Простого задания энергии уже мало. Нужна обратная связь: контроль сопротивления в точке сварки в реальном времени, анализ формы импульса, автоматическая компенсация износа электродов. Некоторые продвинутые китайские производители уже внедряют такие системы в свои флагманские лабораторные модели.
Это особенно важно, когда ты делаешь прототип для медицинского устройства или аэрокосмического применения. Каждое соединение должно быть не просто ?вроде держится?, а полностью соответствовать строгому техпроцессу с возможностью документирования всех параметров сварки для каждого конкретного шва. Компании, которые позиционируют себя как партнёры для R&D, как раз двигаются в эту сторону. Их оборудование часто имеет порты для вывода данных и даже простейшие системы SCADA.
Вернёмся к ключевому слову — китайские производители. Их главное преимущество сегодня — не цена, а гибкость и скорость внедрения таких новшеств в модели среднего ценового сегмента. Европейский или американский производитель будет разрабатывать подобный функционал годами и продавать его как опцию за огромные деньги. Китайские инженеры часто готовы собрать нужную конфигурацию ?на коленке? под конкретный проект лаборатории, получив при этом вполне промышленное качество. В этом, пожалуй, и заключается основной парадокс и возможность для тех, кто работает с литий-ионными аккумуляторами сегодня: доступ к высоким технологиям стал ближе, но требует более глубокого понимания и более вдумчивого выбора партнёра.