ООО Гуандун Сяовэй Нью Энерджи Технолоджи
Индустриальный парк Таймин, район Хуэйян, провинция Гуандун (150 метров к югу от Лижэнь-роуд)
ООО Гуандун Сяовэй Нью Энерджи Технолоджи
Индустриальный парк Таймин, район Хуэйян, провинция Гуандун (150 метров к югу от Лижэнь-роуд)

Когда говорят про заводы по производству оборудования для литий-ионных батарей, многие представляют себе просто сборочные линии, где крутят гайки. Это первое, с чем сталкиваешься в разговорах с новыми клиентами — они часто недооценивают глубину. На самом деле, это целые технологические экосистемы, где каждая единица оборудования — от диспергатора для катодной пасты до камеры старения — это узел в сложной цепи, и его отладка требует понимания всей цепочки, а не только механики. Собственно, на этом многие и спотыкаются, пытаясь просто купить станки и запустить линию.
Частая ошибка — перенос лабораторных параметров прямо в промышленное производство без масштабирования. Помню, один проект встал на месяцы из-за того, что заказчик, имея отличные лабораторные образцы электродов, заказал оборудование для литий-ионных батарей — катодную линию нанесения покрытия — с точностью, избыточной для его сырья. Система контроля толщины в микрон работала идеально, но колебания входящей суспензии были таковы, что датчики постоянно уходили в ошибку, линия останавливалась. Пришлось переписывать логику управления, вводить допуски, фактически ?огрублять? систему под реальные, а не идеальные условия. Это был дорогой урок: оборудование должно быть не самым точным, а адекватным конкретному техпроцессу и сырью.
Именно в таких узких местах становится понятна ценность поставщиков, которые не просто продают машины, а вникают в процесс. Вот, к примеру, если взять ООО Гуандун Сяовэй Нью Энерджи Технолоджи. Их профиль — комплексное обслуживание для R&D и опытных линий. Они, работая с институтами и корпоративными НИОКР, по умолчанию сталкиваются с этапом перехода от идеи к индустриализации. Их подход — это не просто каталог с оборудованием, а построение платформы, где техника, методики и сервис связаны. Для завода это критически важно на этапе запуска и отладки, когда каждая нестыковка стоит денег и времени.
Ещё один момент — ?невидимые? операции. Все фокусируются на нанесении покрытия, прессовании, сборке. Но сушка? Часто её недооценивают. Недостаточная или неравномерная сушка электродной ленты на стадии после нанесения покрытия — это гарантированный брак в дальнейшем, причём проявится он только на этапе формирования цикла (formation), а то и у конечного пользователя. Подбор сушильных камер, их интеграция в линию с правильной логикой тепловых зон — это целое искусство, которое приходит только с опытом и, часто, с набитыми шишками.
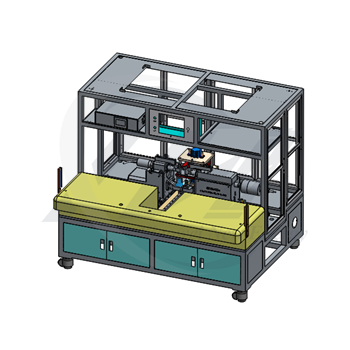
Если разбирать по узлам, то самый капризный, на мой взгляд, — это участок нанесения покрытия (coating). Здесь сходятся все переменные: реология пасты, чистота подложки (фольги), точность нанесения, скорость сушки. Малейшее отклонение в вязкости — и получаешь ?гребешки? на краю ленты, что ведёт к локальным перегревам в готовой ячейке. Оборудование должно иметь систему оперативной корректировки, а операторы — понимать, как эти параметры связаны. Часто вижу, как на новых заводах этот участок работает вполсилы, потому что боятся брака, но это убивает рентабельность.
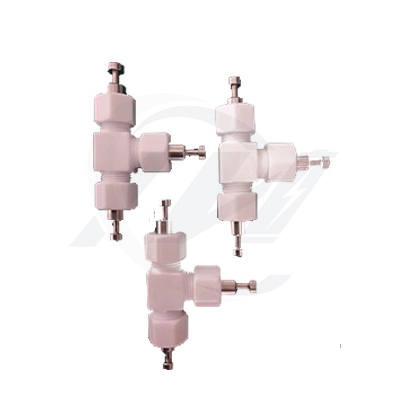
Сборка (assembly), особенно для цилиндрических или призматических ячеек, кажется более механической. Но и здесь есть нюансы. Например, юстировка электродов при сборке пакета. Если оборудование не обеспечивает идеального совмещения, возникает риск внутреннего короткого замыкания. Современные заводы по производству оборудования для этого этапа внедряют системы машинного зрения, но их настройка и калибровка — это отдельная история. Они должны ?понимать? не просто геометрию, а возможные дефекты материала, которые не описаны в техзадании.
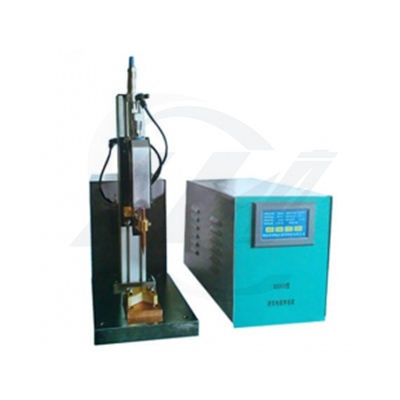
И, конечно, тестирование и формирование (formation & aging). Это финальный контроль, но его настройка определяет качество всей партии. Нельзя просто взять типовую программу заряда-разряда. Нужно подбирать её под конкретную химию (NMC, LFP, LTO), геометрию ячейки. Плохо настроенное формирование может не выявить скрытый брак или, наоборот, ?запороть? хорошие ячейки. Здесь как раз полезен опыт компаний, которые выросли из обслуживания исследовательских лабораторий, вроде упомянутой ООО Гуандун Сяовэй Нью Энерджи Технолоджи. Их опыт работы с разными протоколами тестирования на этапе R&D позволяет им предлагать более гибкие и осмысленные решения для промышленных линий формирования, а не просто продавать ?чёрные ящики? с кнопкой ?Пуск?.
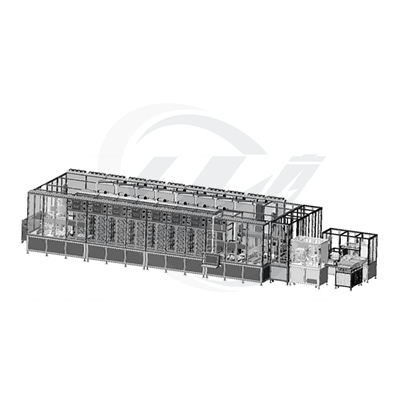
Современный тренд — это полная автоматизация, MES-системы, ?цифровой двойник? линии. Звучит здорово, но на практике часто упирается в простые вещи. Разные участки линии могут быть от разных поставщиков, и их оборудование говорит на разных ?языках? (протоколах связи). Попытка заставить их обмениваться данными в единой системе — это отдельный проект, иногда по стоимости сравнимый с покупкой самого оборудования. Часто заказчики экономят на этом, оставляя ?островки автоматизации?, и тогда теряется главное преимущество — сквозной контроль и прослеживаемость каждой ячейки от пасты до готового продукта.
Ещё один камень преткновения — запчасти и сервис. Китайское оборудование часто привлекает ценой, но если на заводе нет склада критичных запчастей (специальные подшипники для натяжных валов, форсунки для нанесения, датчики вакуума), а поставка идёт 2-3 месяца, линия простаивает. Европейское оборудование надёжнее в этом плане, но дороже в разы. Выбор — это всегда компромисс между Capex и Opex, и его нужно делать с холодной головой, просчитывая не только цену покупки, но и стоимость простоя.
Здесь снова возвращаешься к важности комплексного подхода. Поставщик, который позиционирует себя как создатель ?интеллектуальной платформы комплексного обслуживания?, как Xiaowei New Energy Technology, по идее, должен предлагать решение и этой проблемы — либо через унификацию оборудования на линии, либо через отлаженную логистику сервиса и запчастей. На практике это проверяется только в ?полевых условиях?, когда что-то ломается в пятницу вечером.
Сейчас многие строят или планируют заводы по производству оборудования для литий-ионных батарей под конкретный заказ, под конкретную химию. Универсальные линии, которые ещё несколько лет назад считались панацеей, уходят в прошлое. Экономика требует максимального выхода годных и минимальных энергозатрат, а это достигается только тонкой настройкой под конкретный продукт. Это значит, что и само оборудование должно быть более гибким в настройке, модульным.
Вижу тренд на глубокую локализацию не только сборки батарей, но и производства оборудования для них. Это логично — снижаются логистические риски и издержки. Но локализация — это не просто сборка из импортных комплектующих. Это развитие собственной инженерной школы, способной адаптировать и улучшать конструкции. Пока что этот процесс идёт, но медленно. Многие ?локальные? заводы по сути являются сборочными площадками с иностранным инжинирингом.
Что будет дальше? Думаю, фокус сместится на оборудование для новых типов батарей — твердотельных, натрий-ионных. Их производство потребует других технологий, например, методов нанесения тонких керамических слоёв или новых методов герметизации. Те, кто сегодня инвестирует не только в хард (железо), но и в софт (знания, процессы, интеграцию), как компании, работающие на стыке R&D и индустрии, будут в выигрыше. Потому что в конечном счёте, завод — это не стены и станки, а отлаженный и понятный процесс, где оборудование — всего лишь инструмент.
Так что, если резюмировать разрозненные мысли... Строительство завода — это марафон, а не спринт. Успех определяют не самые современные роботы в каталоге, а то, насколько глубоко команда проекта понимает связь между химией, технологией и машиной. И выбор партнёра, который может закрыть не просто поставку, а целый пласт технологических знаний и поддержки на этапе становления, иногда важнее скидки в 10%. Это та самая ?безопасная, эффективная и интеллектуальная платформа?, о которой пишут в описаниях, и её наличие или отсутствие становится ясно только тогда, когда на новой линии пытаешься получить первую партию годных ячеек, а не просто запустить конвейер.