ООО Гуандун Сяовэй Нью Энерджи Технолоджи
Индустриальный парк Таймин, район Хуэйян, провинция Гуандун (150 метров к югу от Лижэнь-роуд)
ООО Гуандун Сяовэй Нью Энерджи Технолоджи
Индустриальный парк Таймин, район Хуэйян, провинция Гуандун (150 метров к югу от Лижэнь-роуд)

Когда говорят о заводах по производству литий-ионных аккумуляторов, многие сразу представляют себе полностью автоматизированные линии, где роботы делают всё сами. Это, пожалуй, самый распространённый и дорогостоящий миф. На деле, даже на самых современных площадках, ключевые этапы вроде формирования электродной пасты или, что ещё капризнее, сборки пакетов, часто требуют ручного контроля и ?чутья? оператора. Без этого брак по внутреннему сопротивлению или недоливу электролита взлетает до небес.
Планирование такого завода — это не просто архитектурный проект. Это баланс между технологическими потоками и ?чистыми зонами?. Помню, на одном из объектов в Китае изначально заложили стандартный логистический коридор для подачи компонентов. Но не учли, как быстро будет накапливаться статический заряд от перемещения тележек с сепаратором, особенно в сухом климате. Пришлось на ходу перекраивать схему, встраивать локальные ионизаторы и менять материал покрытия пола. Это те детали, которых нет в учебниках.
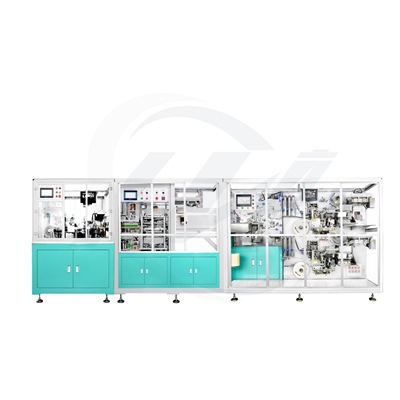
Здесь стоит упомянуть компании, которые как раз решают такие прикладные задачи. Например, ООО Гуандун Сяовэй Нью Энерджи Технолоджи. Они не строят гигафабрики, но их ценность в другом. Компания, работая с 2014 года, фокусируется на создании платформ для R&D и опытных производственных линий. По сути, они помогают отработать технологию до того, как она пойдёт на масштабный завод по производству литий-ионных аккумуляторов. Их сайт https://www.xiaoweitop.ru — это, по большому счёту, каталог решений для тех, кто хочет избежать фатальных ошибок на ранней стадии. Их опыт в оснащении лабораторий и пилотных линий — это как раз та ?обкатка? процессов, без которой выход на массовое производство становится русской рулеткой.
Именно на таких опытных линиях становится ясно, что сухая комната (dry room) — это святое. Допустимый уровень влажности ниже 1% — это не прихоть, а необходимость. Но добиться этого в цеху сборки, где постоянно заходят люди и завозятся материалы, — целое искусство. Частая ошибка — экономия на шлюзах и тамбурах. В итоге, система осушения работает на износ, не вытягивая параметры, а катодные материалы начинают впитывать влагу прямо на конвейере.
Все говорят про катодные материалы (NMC, LFP), но анод — это отдельная история. Нанесение кремниевых добавок на графит для повышения ёмкости — процесс нестабильный. На заводе, который я видел, проблема была в однородности смеси. Микрогранулы кремния слипались, образуя комки, которые потом прорывали сепаратор. Решение нашли не сразу: пришлось полностью пересмотреть параметры смесителя и скорость подачи связующего. Это типичный пример, когда лабораторный рецепт не проходит промышленную проверку.
Поставки сырья — отдельный головняк. Консистенция оксида лития-кобальта от разных поставщиков может отличаться так, что это сбивает всю калибровку оборудования для нанесения покрытия. Поэтому серьёзные производители жёстко привязываются к одному-двум источникам. Любая попытка сэкономить на материале выливается в недели перенастройки линии и гору бракованных ячеек.
Этап сборки ячейки (stacking или winding) кажется идеальным для роботов. Но даже здесь есть нюансы. Например, юстировка лент катода, анода и сепаратора. Лазерные датчики должны работать с микронной точностью. Но если в цеху есть вибрация от соседнего оборудования или перепады температуры, точность падает. Приходится ставить систему на массивные независимые фундаменты и поддерживать температурный режим с точностью до градуса, что не всегда очевидно на этапе проектирования.
Заливка электролита — ещё один критичный рубеж. Это не просто ?налил и всё?. Нужно обеспечить полную пропитку слоёв, без пузырьков. Вакуумно-наполнительные станции должны быть идеально герметичны. Одна неудачная прокладка — и партия электролита улетучивается, а вместе с ним и контроль над чистотой процесса. Мы как-то потеряли почти неделю, пытаясь найти источник микроподсоса в одной из камер. Оказалось, микротрещина в смотровом стекле.
Цикл первого заряда-разряда (formation) — это по сути ?рождение? аккумулятора. Здесь задаются его основные характеристики. Процесс длительный, энергоёмкий и требует огромных площадей со стеллажами зарядно-разрядных стендов. Главная проблема — теплоотвод. Если ячейки в процессе формирования перегреются даже локально, это скажется на долгосрочной стабильности. Приходится проектировать сложные системы активного охлаждения для этих цехов, что резко увеличивает капитальные затраты.
После формирования — тестирование. 100% контроль каждой ячейки на ёмкость, внутреннее сопротивление, саморазряд. И здесь часто возникает узкое место в виде скорости тестирования. Покупка высокоскоростных тестеров — огромные расходы. Многие сначала экономят, а потом не могут выйти на проектную мощность, потому что тестеры не успевают пропускать через себя весь объём продукции. Это ошибка планирования, которую потом очень дорого исправлять.
Пожаро- и взрывобезопасность — это не раздел в отчёте, а образ мышления. Все процессы, связанные с пылью активных материалов (особенно анодной), должны быть изолированы в боксы с инертной атмосферой (азот). Системы аспирации и фильтрации должны быть спроектированы с трёхкратным запасом. Утечка пыли — это прямая угроза возгорания. Утилизация брака и отработанного электролита — ещё одна статья расходов, которую часто недооценивают. Строительство собственного участка нейтрализации или контракт с лицензированным полигоном — обязательное условие, а не опция.
Именно в таких вопросах ценен подход, который демонстрирует ООО Гуандун Сяовэй Нью Энерджи Технолоджи. Их ориентация на создание безопасных и эффективных платформ для исследований говорит о понимании, что фундамент будущего массового производства литий-ионных аккумуляторов закладывается именно на стадии разработки и отладки. Прежде чем запускать конвейер на полную, нужно миллион раз проверить каждый процесс в контролируемых условиях. Их работа с научными институтами — это как раз инвестиция в будущую надёжность и безопасность всей отрасли.
Строительство завода — это не конец, а только начало. Технологии меняются стремительно: сегодня ты построил линию под NMC 811, а завтра уже нужны мощности под натрий-ионные или твердотельные батареи. Поэтому ключевое качество современного производства — гибкость. Заложить возможность быстрой перепланировки, установки нового типа оборудования — вот что отличает дальновидный проект. И это, пожалуй, самый сложный расчёт: как инвестировать в то, что должно принести прибыль сегодня, но при этом не устареть завтра. Ответа нет, есть только постоянный поиск и адаптация — в этом, наверное, и есть суть этой индустрии.