ООО Гуандун Сяовэй Нью Энерджи Технолоджи
Индустриальный парк Таймин, район Хуэйян, провинция Гуандун (150 метров к югу от Лижэнь-роуд)
ООО Гуандун Сяовэй Нью Энерджи Технолоджи
Индустриальный парк Таймин, район Хуэйян, провинция Гуандун (150 метров к югу от Лижэнь-роуд)

Когда говорят ?валковые прессы?, многие сразу представляют себе две массивные болванки, которые сдавливают что-то посередине. Но это, пожалуй, самое большое и грубое упрощение. На деле — это вопрос контроля, предсказуемости и, что самое важное, понимания, что именно ты хочешь получить от материала. Будь то брикетирование угольной пыли, уплотнение катализатора или формование порошков для тех же аккумуляторов — принцип один, а нюансов — сотни. И главная ошибка — гнаться за максимальным давлением, забывая о равномерности его приложения и поведении сырья под этим самым давлением.
В лаборатории, на небольших опытных образцах, всё выглядит прекрасно. Порошок ровный, давление выставляется с точностью до долей, и брикет получается идеальным. Но стоит масштабировать процесс на промышленный валковый пресс — начинается самое интересное. Подача материала в зазор между валками — это уже отдельная наука. Неравномерная плотность навала, сегрегация фракций (более крупные частицы стремятся к краям) — и вот ты уже получаешь не монолитный брикет, а нечто слоистое, что рассыпается при малейшей нагрузке.
Помню, как раз для одной линии по производству прекурсоров для катодных материалов столкнулись с такой проблемой. Лабораторные испытания прошли на ура, а на промышленном прессе материал просто ?проскакивал?, не формируясь. Оказалось, дело в адгезии и текучести порошка. Пришлось совместно с технологами играть с влажностью и вводить минимальное количество связующего, но такого, которое бы не влияло на последующий обжиг. Это был не один день проб и, честно говоря, нескольких неудачных партий.
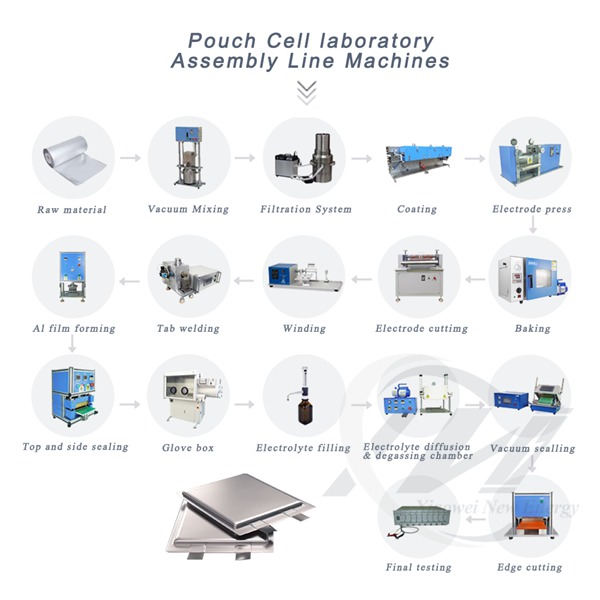
Тут как раз и видна ценность компаний, которые работают на стыке исследований и промышленного инжиниринга. Взять, к примеру, ООО Гуандун Сяовэй Нью Энерджи Технолоджи. Они с 2014 года как раз и занимаются тем, что помогают закрыть этот разрыв между лабораторной установкой и работающей производственной линией. Их подход — это не просто продажа оборудования, а создание той самой ?безопасной, эффективной и интеллектуальной платформы? для отработки технологии. Для того же брикетирования это значит возможность протестировать поведение материала на разных режимах, подобрать оптимальное давление и скорость, прежде чем заказывать дорогостоящий промышленный агрегат.
Итак, давление — важно, но не всесильно. Куда критичнее часто оказывается система подачи. Шнековый питатель, ленточный, вибрационный — выбор зависит от сыпучести, гранулометрии и даже склонности материала к налипанию. Неправильный питатель гарантированно убьёт всю эффективность валкового пресса, какого бы качества он ни был.
Валки. Казалось бы, просто стальные цилиндры. Но здесь и материал (закалённая сталь, с напылением, биметаллические), и форма поверхности (гладкая, рифлёная, с карманами для формования), и система охлаждения. При непрерывной работе, особенно с некоторыми химически активными порошками, валки могут сильно нагреваться, что меняет свойства поверхности и ведёт к прилипанию продукта. Приходится либо охлаждать внутренней водой, либо даже подбирать специальные покрытия.
И, конечно, привод. Постоянство окружной скорости валков — залог стабильной толщины и плотности брикета. Любой рывок — и пошла волна по всей ленте продукта. Современные системы с частотным регулированием и точной синхронизацией решают эту проблему, но и тут есть нюансы по настройке под инерционность конкретной массы материала.
Одна из частых ошибок при проектировании линии — недооценка этапа подготовки порошка. Его нужно не только дозировать, но и, возможно, кондиционировать — увлажнять, нагревать, смешивать со связующим. Без этого даже самый продвинутый пресс валковый не выдаст нужного качества. Мы как-то поставили пресс на заводе, а клиент пожаловался на низкую прочность брикетов. Стали разбираться — оказалось, сырьё приходило с разной влажностью из-за нестабильной работы сушилки на предыдущем этапе. Решили проблему не доработкой пресса, а установкой простого смесителя-кондиционера с контролем влажности прямо перед загрузочным бункером.
Другая точка внимания — система удаления готового продукта. Казалось бы, упал брикет с валков — и всё. Но если он не отходит чисто, а тянется за валком, или если падение с высоты слишком велико и хрупкий брикет разбивается, то весь смысл процесса теряется. Иногда нужны деликатные ножи-съёмники, иногда — мягкая транспортная лента прямо под зазором.
Был у нас опыт с одним НИИ, который разрабатывал новый композитный материал на основе оксидов. В лаборатории его прессовали в таблетки на ручном гидравлическом прессе для тестов. При переходе к пилотной партии встал вопрос о непрерывном процессе. Материал был капризный, с очень узким окном оптимального давления: чуть меньше — таблетка рассыпается, чуть больше — появляются трещины из-за остаточных напряжений.
Стандартный валковый пресс с жёсткой кинематикой не подходил. Нужна была система с активным подпором валков и обратной связью по усилию. Фактически, пресс должен был ?чувствовать? материал и подстраиваться. Именно на такой, почти исследовательской задаче, и полезно обращаться к специализированным интеграторам. На сайте xiaoweitop.ru я видел, что в их компетенцию как раз входит создание интеллектуальных платформ для экспериментальных исследований и инкубирования производственных линий. В подобных случаях они могут предложить пресс с сервоприводом и системой точного контроля давления в реальном времени, что и было нужно. Это позволило отработать режим и получить стабильный продукт, а главное — снять все данные для масштабирования на полноценное производство.
Сейчас тренд — это даже не сам пресс, а то, как он встроен в общую цифровую цепочку. Датчики давления, температуры валков, момента на приводе, камеры для контроля целостности брикета на выходе — всё это даёт поток данных. Их анализ позволяет не просто констатировать брак, а предсказывать его, подстраивая параметры в реальном времени или сигнализируя о необходимости обслуживания (например, очистки или замены валков).
Для предприятий, которые, как ООО Гуандун Сяовэй Нью Энерджи Технолоджи, ориентированы на комплексное обслуживание R&D, это особенно актуально. Их клиентам — университетам и корпоративным НИОКР — важны не просто отчёты, а структурированные данные, на основе которых можно делать выводы о поведении материала и патентовать новые технологические режимы.
Поэтому, выбирая сегодня пресс валковый, стоит смотреть не на голые технические характеристики, а на его ?подключаемость?: наличие аналоговых и цифровых выходов, открытость протокола для интеграции с SCADA-системой, возможность записи всех параметров цикла для каждого грамма продукта. Это уже не вопрос механики, а вопрос будущей управляемости всего процесса.
Работа с валковыми прессами — это постоянный диалог с материалом. Аппарат — лишь инструмент, посредник. Самый дорогой и навороченный пресс не сделает хороший продукт из плохо подготовленного порошка и при неверно выбранном режиме. И наоборот, иногда простая, но грамотно спроектированная система с правильно настроенным питателем и охлаждением даст форму сложному агрегату.
Главное — начинать не с поиска ?пресса для брикетирования?, а с чёткого ТЗ на конечный продукт: какая нужна плотность, прочность, форма, какая производительность. А потом уже вместе с инженерами, которые понимают не только механику, но и технологию (как те, что работают в сфере комплексного обслуживания исследовательских линий), прорабатывать всю цепочку: подготовка сырья — прессование — съём продукта. Только так можно избежать дорогостоящих ошибок и получить на выходе не просто спрессованную массу, а именно тот продукт, который задуман. И да, это всегда путь проб, замеров и небольших корректировок. Без этого никуда.