
ООО Гуандун Сяовэй Нью Энерджи Технолоджи
Индустриальный парк Таймин, район Хуэйян, провинция Гуандун (150 метров к югу от Лижэнь-роуд)
ООО Гуандун Сяовэй Нью Энерджи Технолоджи
Индустриальный парк Таймин, район Хуэйян, провинция Гуандун (150 метров к югу от Лижэнь-роуд)




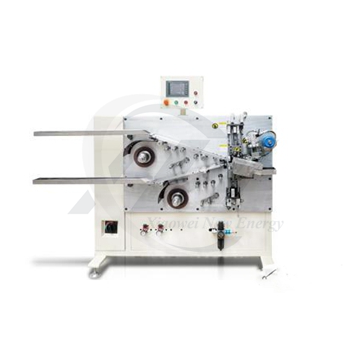











Автоматическая сварочная машина для двусторонней точечной сварки способна сваривать чистые никелевые листы толщиной менее 0,25 мм.
Артикул: XW-DW-8000A;
Срок изготовления и поставки: 15 дней;
Примечание: Фабрика XIAOWEI поддерживает изготовление под заказ (OEM).
XW – DW – 8000A — это высокопроизводительная автоматическая сварочная машина для двусторонней точечной сварки, разработанная для обеспечения высокой точности и эффективности. Она оснащена мощным транзисторным источником питания мощностью 8000 А, что позволяет сваривать чистые никелевые листы толщиной до 0,25 мм и никелированные стальные листы толщиной до 0,3 мм. Для достижения оптимальных результатов перед сваркой никелевые листы требуют обработки для создания выпуклостей.
Эта машина отличается в выполнении двусторонней автоматической сварки, значительно повышая производительность. Ее дружественный к пользователю интерфейс программирования поддерживает как программирование отдельных точек, так и массивное программирование, а также имеет возможность импорта графиков, и может сохранять до 99 файлов с программами для многообразных операций. Уникальная система прогнозирования замены сварочной иглы помогает поддерживать стабильную производительность, а водоохлаждаемая сварочная головка эффективно снижает износ иглы и улучшает качество сварки.
Оснащенная передовой системой мониторинга сварочного тока, XW – DW – 8000A обеспечивает отслеживание тока в реальном времени и имеет функцию сигнализации о розиновом соединении для непрерывного контроля качества. Машина также поддерживает функцию запуска с разрыва точки, обеспечивая бесшовную работу и минимальное время простоя. Все эти характеристики в совокупности обеспечивают превосходную производительность сварки, снижение затрат на обслуживание и повышение операционной эффективности.
### Рабочий процесс
Двусторонняя автоматическая сварочная машина для точечной сварки состоит из рабочего источника питания, рабочей платформы, сервопривода, операционной системы и других компонентов.
Ручно поместите элемент в зажимное устройство, разместите никелевый лист; затем загрузите их на автоматизированную платформу, после чего установите соответствующие параметры, такие как массив (расположение сварочных точек), и можно приступить к сварочным работам.
| Параметры (Темы) | Значения (Параметры) |
| Источник питания | 220 В ± 10% / 50 Гц ± 10% |
| Оборудование | Транзисторный источник питания 8000 А |
| Габариты | 1500 мм (Д) × 900 мм (Ш) × 1800 мм (В) |
| Максимальное количество загружаемых элементов | 360 шт. (Стандартный аккумуляторный элемент 18650) |
| Ход осей Z и Y | Ход оси Z: 350 мм; Ход оси Y: 650 мм |
| Количество групп файлов, которые можно сохранить | 99 групп |
| Операционная система | Встроенная система + HMI (человеко-машинный интерфейс) |
| Метод перемещения | Сервопривод + шаговый двигатель + импортное прецизионное линейное направляющее устройство (опционально импортный двигатель) |
| Максимальная скорость передачи двигателя | 1000 мм/с |
| Скорость сварки | 0,3 с; 3500 – 4000 шт./ч |
| Регулировка давления входной пружины сварочной головы | 1,0 – 5,0 кг |
| Подходящая толщина плоско-сваренного никелевого листа | 0,15 – 0,3 мм (чистый никель / сталь с никелевым покрытием) |
| Подходящая толщина никелевого листа для выпуклой сварки | 0,3 мм (сталь с никелевым покрытием) |
| Скорость переключения тока положительной и отрицательной полярности | По выбору |
| Скорость плоской сварки | 0,3 – 1 с; 4000 – 5000 шт./ч |
| Скорость выпуклой сварки | 0,5 – 1 с; 3500 – 4000 шт./ч |
| Подходящая модель аккумулятора | 18650 / 21700 / 26650 / 32650 и другие цилиндрические литий-аккумуляторы |

Подходит для процесса герметизации корпуса твердотельных батарей. Артикул: XW-SDF-400; Срок изготовления и поставки: 15 дней; Примечание: Фабрика XIAOWEI поддерживает изготовление под заказ (OEM).

Вакуумная перчаточная корзина (также известная как вакуумная корзина для работы в инертном газе) может эффективно решить проблемы легкой окисляемости и deliquescence (растворения в собственной влаге). Это оборудование позволяет безопасно помещать и извлекать пробу для испытаний, а также свободно выполнять операции, реакции и испытания в анаэробных и безводных условиях, обеспечивая нормальную Артикул: XW-STX-series; Назначение: Вакуумная перчаточная корзина (также известная как вакуумная корзина для работы в инертном газе) может эффективно решить проблемы легкой окисляемости и deliquescence (растворения в собственной влаге). Это оборудование позволяет безопасно помещать и извлекать пробу для испытаний, а также свободно выполнять операции, реакции и испытания в анаэробных и безводных условиях, обеспечивая нормальную; Место производства продукта: Китай; Срок изготовления и поставки: 15 дней; Примечание: Фабрика XIAOWEI поддерживает изготовление под заказ (OEM).

Автоматическая таблеточная пресс-машина, давление пресса регулируемое в диапазоне от 0 до 150 тонн по выбору. Артикул: XW-NL-Series; Срок изготовления и поставки: 15 дней; Примечание: Фабрика XIAOWEI поддерживает изготовление под заказ (OEM).

Сборка батарейных ячеек. Артикул: XW-JZ-200; Назначение: Сборка батарейных ячеек; Срок изготовления и поставки: 15 дней; Примечание: Фабрика XIAOWEI поддерживает изготовление под заказ (OEM).

Раздельного типа автоматическая тепловая пресс-машина использует систему водяного охлаждения для охлаждения. Артикул: XW-PCD-600F; Срок изготовления и поставки: 15 дней; Примечание: Фабрика XIAOWEI поддерживает изготовление под заказ (OEM).

Данная машина для заряда и разряда твердотельных батарей в основном состоит из компьютера, интерфейса связи и шкафа для формирования батарей. Артикул: XW-S14-128-10A; Срок изготовления и поставки: 15 дней; Примечание: Фабрика XIAOWEI поддерживает изготовление под заказ (OEM).

Это устройство – это высокотехнологичный продукт, отвечающий требованиям современных научных исследований и технологий. Лабораторное оборудование можно разместить внутри этого устройства, и оно также предоставляет услуги по единичной очистке для предприятий. Артикул: XW-XY120-SPR; Назначение: Это устройство – это высокотехнологичный продукт, отвечающий требованиям современных научных исследований и технологий. Лабораторное оборудование можно разместить внутри этого устройства, и оно также предоставляет услуги по единичной очистке для предприятий; Минимальный заказ (MOQ): 1 комплект; Способы оплаты: Банковский перевод (T/T), Western Union, Paypal, Лette of Credit (L/C) и другие способы; Место производства продукта: Китай; Срок изготовления и поставки: 15 дней; Примечание: Фабрика XIAOWEI поддерживает изготовление под заказ (OEM).

Многофункциональный многоканальный потенциостат/гальваностат с функцией электрохимического импедансного спектроскопии (EIS) XW – CS – 3 оснащен 8 слотами. Высокие значения тока/напряжения: Диапазон приложенного потенциала составляет ±10 В, а диапазон тока — ±1 А. Широкий спектр методов: Встроена функция электрохимического импедансного спектроскопии (EIS) с частотным диапазоном от 10 мкГц до 1 МГц. Артикул: XW-CS-3; Назначение: Этот многофункциональный потенциостат-гальваностат с функцией измерения импеданса (EIS) представляет собой универсальный прибор с 8 слотами для подключения рабочих каналов; Срок изготовления и поставки: 15 дней; Примечание: Фабрика XIAOWEI поддерживает изготовление под заказ (OEM).

Применяется в производстве, научных исследованиях и экспериментальном тестировании аккумуляторных блоков. Артикул: XW-BTS100-CA-DA; Срок изготовления и поставки: 15 дней; Примечание: Фабрика XIAOWEI поддерживает изготовление под заказ (OEM).

XIAOWEI NEW ENERGY предоставляет алюминиевые бутылки различных спецификаций и емкостей, используемые для упаковки электролита для батарей. Модель: XW-LE Применение: Для электролита батарей. Происхождение товара: Китай; Примечание: Фабрика XIAOWEI предлагает услуги по OEM.
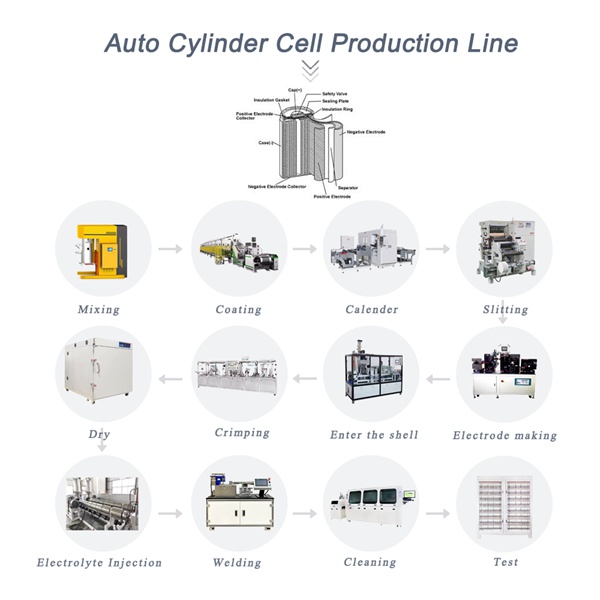
Xiaowei предоставляет самое профессиональное полусамоавтоматическое/полностью автоматическое оборудование для производства цилиндрических литий-ионных батарей и полный набор технических услуг для производства батарей. Модель: XW-CYLIND-P; Применение: полупавтоматичная, автоматичная производственная линия для цилиндрических элементарных батарей, поставщик полного комплекта производственных решений; Гарантия: гарантия на один год с обеспечением технической поддержки на все время эксплуатации. Заказ (минимальный заказ): 1 набор; Происхождение товара: Китай; Примечание: Фабрика XIAOWEI предлагает услуги по OEM.

Машинка для прокатки под нагревом XW-JS250L-LX – это компактная машинка для прокатки под нагревом, которая в основном предназначена для прокатки образцов в лаборатории или для других применений в области исследования материалов, особенно для увеличения плотности активного материала электрода в исследовании литиевых ионных батарей после нанесения покрытия. Артикул: XW-JS250L-LX; Назначение: Машинка для прокатки под нагревом XW-JS250L-LX – это компактная машинка для прокатки под нагревом, которая в основном предназначена для прокатки образцов в лаборатории или для других применений в области исследования материалов, особенно для увеличения плотности активного материала электрода в исследовании литиевых ионных батарей после нанесения покрытия; Срок изготовления и поставки: 15 дней; Примечание: Фабрика XIAOWEI поддерживает изготовление под заказ (OEM).

Используйте машину для термоусадки термоусадочной пленки, чтобы наклеить термоусадочную пленку на аккумуляторный блок. Артикул: XW-PVM200; Срок изготовления и поставки: 15 дней; Примечание: Фабрика XIAOWEI поддерживает изготовление под заказ (OEM).

Используется для намотки и формирования элементов батарей. Артикул: XW-N-MWC; Назначение: Используется для намотки и формирования элементов батарей; Срок изготовления и поставки: 15 дней; Примечание: Фабрика XIAOWEI поддерживает изготовление под заказ (OEM).

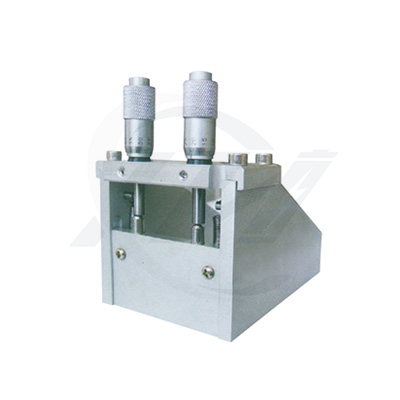
Инструмент для сборки разделенной тестовой ячейки батареи применяется в исследовательской работе по литийным батареям, цинк-ионным батареям, натриевым ионным батареям и твердым батареям. Он может заменить корпуса монеточных элементов батареи, что позволяет сэкономить расходы. Артикул: XW-SL-01; Назначение: Инструмент для сборки разделенной тестовой ячейки батареи применяется в исследовательской работе по литийным батареям, цинк-ионным батареям, натриевым ионным батареям и твердым батареям. Он может заменить корпуса монеточных элементов батареи, что позволяет сэкономить расходы; Срок изготовления и поставки: 15 дней; Примечание: Фабрика XIAOWEI поддерживает изготовление под заказ (OEM).

Используется для электродов литий- ионных батарей; Артикул: XW-ZY300; Срок изготовления и поставки: 15 дней; Примечание: Фабрика XIAOWEI поддерживает изготовление под заказ (OEM).















